そもそも「日本酒」とは‥
❖ 日本酒とは?
「日本酒」は、酒税法では「清酒」と呼びます。清酒の定義は、米、米麴、水を原料とし、発酵させて“こしたもの”。
アルコール度数は22 度未満と規定されており、日本酒は「並行複発酵」方式で造られた「醸造酒」です。
日本酒の起源ははっきりしていませんが、弥生時代には米を原料とした酒が造られていたと考えられています。
❖ 地理的表示指定「日本酒」
「日本酒」の名称は地理的表示に指定されおり、「日本酒」と表記できるのは、国内産米のみを原料に、日本国内で醸造された清酒と定められています。
地理的表示の“Geographical Indication” GI 制度とは、世界貿易機関(WTO) のTRIPS 協定で、酒類や農産品の加盟国内での正しい産地表示を保護する国際協定です。
❖ 並行複発酵って何?
日本酒は、醪の中で蒸米のでんぷんを麹の酵素によって糖化するのと同時並行して、その生産された糖を栄養に清酒酵母がアルコール発酵を行います。このような発酵プロセスを「並行複発酵」と呼びます。
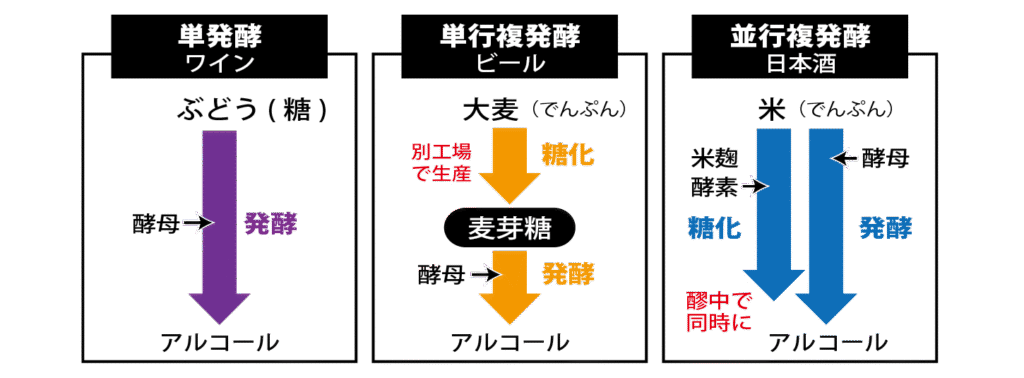
ちなみに、ワインは「単発酵」。葡萄に含む糖を酵母がアルコール発酵するシンプルな発酵プロセス。
ビールは「単行複発酵」と呼び、予め麦芽のでんぷんを糖化させた後、酵母でアルコール発酵させます。糖化と発酵、それぞれ独立したプロセスで行います。
日本酒の「並行複発酵」は世界でも珍しい醸造方法です。
「日本酒」の原材料
❖ 日本酒の原材料
日本酒の原材料は、米、米麹、水と表記されていますが、その他、酵母、乳酸が日本酒醸造には欠かせません。
・米
日本酒の原材料である米は、日本人の主食であるアジアイネのジャポニカ種の水稲粳米を使用します。日本酒の多くは「酒造好適米」という日本酒造りのために品種改良され、栽培された特別な米を使っていますが、飯米を原料とした日本酒もあります。
・米麹
米麹とは、蒸米に「麹菌」を種付けして繁殖させたもの。日本酒では、「黄麹菌」という種類の麹菌を使用します。麹菌の酵素により、米のでんぷんを分解して糖化させ、「酵母」のアルコール発酵に必要な栄養分をつくります。
・酵母
日本酒醸造には「清酒酵母」が使用されます。清酒酵母は、8~17℃の低温下で、18~20 度の高いアルコール度数まで発酵し、育成限界が pH3 と乳酸菌や一般細菌より酸性に強いのが特徴です。
・乳酸
日本酒造りに欠かせないのが「乳酸」です。清酒酵母が他の雑菌に駆逐されないよう、乳酸酸性で雑菌の増殖を防いで酵母を純粋培養させます。乳酸を製造工程の中で「乳酸菌」で生成させるのが『生酛系』。乳酸を直接添加するのが『速醸酛系』。酒母造りの必須アイテムです。
・水
酒造には上質な水は不可欠。鉄分等不純物は香味に悪影響を及ぼします。日本は「軟水」が多いですが、「硬水」のミネラルは麹菌や酵母の増殖を促すので酒造に適し、灘の酒造が発展したのも六甲山の伏流水が硬水だったためです。
「日本酒」の製造用語
❖ 日本酒が出来るまで
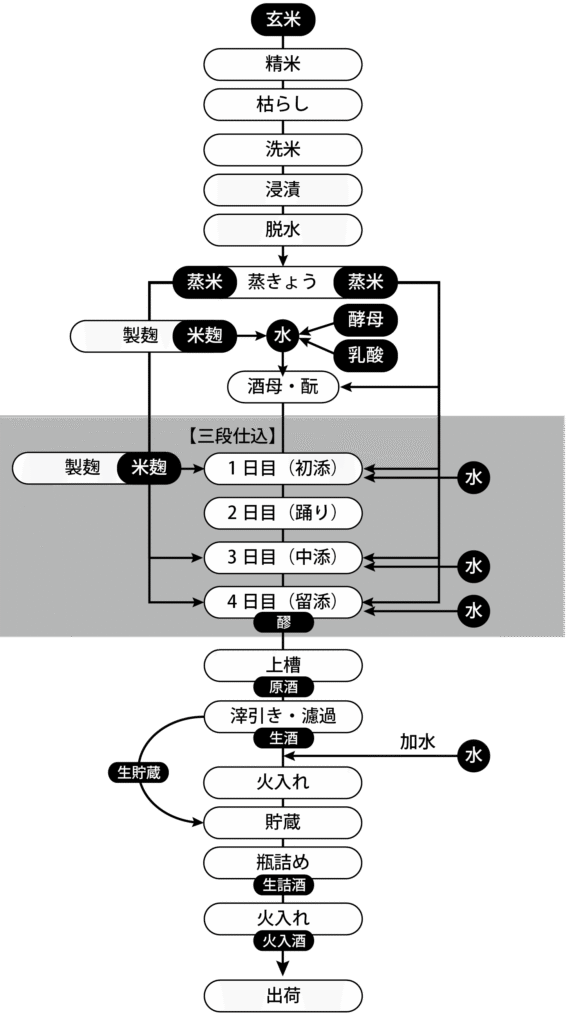
・精米&枯らし
玄米を酒造用精米機で酒の種類に応じた精米歩合と形状(球形精米、原型精米、扁平精米)に精米する。精米後、2週間程、米の水分を均等にする保管を「枯らし」という。
・洗米→浸漬→脱水
米を水洗いし、水に浸し、余分な水分は脱水する。この時、米の水分量を厳密に管理することが酒の出来を決める。
吟醸酒は人海戦術で「限定吸水」と呼ぶ秒単位での洗米~浸漬を行い、水分量を徹底管理する。
・蒸きょう(じょうきょう)
米を100℃以上の過熱蒸気で1時間蒸す。蒸した酒米は、パラパラとさばけが良い「外硬内軟」が良いとされる。
・製麴(せいきく)
蒸米に種麹を振りかけ、温度管理をして麹菌を生育し、米麹をつくる。普通酒は、菌糸が全体を覆う「総ハゼ」、吟醸酒は、菌糸が一部に生育した「突きハゼ」麹をつくる。
・酒母 酛(もと)
「清酒酵母」を予め、純粋培養する。
・醪(もろみ)/三段仕込み
3回に分けて原材料を投入し、アルコール発酵を促す。
・上槽→滓引き&濾過
醪(どぶろく)を絞って、&酒と酒粕を分離する。
絞った酒をタンクに入れ、細かな滓を沈殿させ滓引きを行う他、活性炭等で濾過を行う。濾過をしていない酒を「無ろ過」、滓引きしていない酒を「おりがらみ」と呼ぶ。
・加水
アルコール濃度を調整するために水を加える。
・火入れ
一般的には上槽後の貯蔵前に1回、瓶詰め出荷前に1回、合計2回、「火入れ」という過熱殺菌を行う。
製造工程フロー図
「日本酒」の酒母・酛
❖ 酒母・酛(もと)
酒母とは、「酛」とも呼び、日本酒醸造のメインとなる「醪(もろみ)」造りの前段階で、予めに「清酒酵母」を大量に純粋培養する工程。この酒母の仕込み方法の違い、乳酸菌で乳酸を生成する「生酛系」と、乳酸を直接添加する「速醸酛系」に別れ、酒の風味にも違いがあります。
・ 速醸酛(そくじょうもと)
酒母の仕込み始めに必要量の「醸造用乳酸」を添加し、優良酵母だけを早期に培養して雑菌が繁殖するリスクを最大限抑制します。現在、9 割の日本酒がこの製法です。
仕込み温度は18~20℃と比較的高温。愛知県の常滑で試験醸造され、1910 年に実用化されました。
・ 生酛(きもと)
江戸初期に確立された製法と伝わり、「山卸し」という桶で蒸米を撹拌して乳酸菌による乳酸発酵を促し、酒母をつくります。仕込み温度は5~9℃。雑菌の繁殖し難い冬場の作業で「寒酛」とも呼ばれました。技術や手間を要しますが、、複雑で濃厚な深い味わいを生みます。
・山卸廃止酛(やまおろしはいしもと)通称:山廃
予め、汲水に麹を入れて撹拌した「水麹」を用いることで生酛造りで行う「山卸し」作業を廃止した製法が「山廃」です。1909 年、国立醸造試験所の嘉儀金一郎氏が開発。福島県の会津で実用化され、生酛系酒母に分類されます。
・水酛(みずもと)/ 菩提酛(ぼだいもと)
日本最古の酒母。15 世紀の室町時代の「多聞院日記」にも記述がある技法で、生米を水に浸して天然の乳酸菌による発酵を促し、酸を高めた乳酸酸性水「そやし水」を使って酒母をつくります。奈良の菩提山正暦寺が発祥の地と云われ、かつて廃れた製法でしたが、1996 年に奈良県内10 酒蔵による「菩提酛による清酒製造研究会」が発足され、1998 年、菩提酛を復活させました。
清酒酵母
❖ 清酒酵母とは?
日本酒のアルコール発酵を行うのが、「清酒酵母」です。清酒酵母は日本酒を生み出す“本人” ですから、酒造りには優良な酵母が不可欠です。明治37 年(1904 年)、国立醸造試験所(現:酒類総合研究所)が設立されて、優良清酒の醪から酵母が分離されるようになり、大正6 年(1917 年)から醸造協会より「きょうかい酵母」として、優良酵母が広く一般に頒布されるようになりました。
❖ 長く愛好され続ける「きょうかい酵母」
【7号酵母】長野県宮坂酒造「真澄」から分離した酵母。別名「真澄酵母」。華やかな芳香が特徴。
【9号酵母】熊本県酒造研究所「香露」から選抜した酵母。「熊本酵母」と呼ばれ、吟醸用酵母として定番。
【10号酵母】茨城県明利酒類で選抜分離された酵母で、「明利小川酵母」と呼ぶ。酸が少なく、淡麗で吟醸香高め。
❖ 時代をつくった「県酵母」
各県で独自開発した酵母は、総じて「県酵母」と呼びます。呼称「アルプス酵母」の「長野酵母C」は長野県食品工業試験場が協会901号酵母を親株に開発した「吟醸用酵母」。リンゴ様の果実香の吟醸香成分であるカプロン酸エチルが、それまでの何倍も生成される画期的な吟醸用酵母で、平成初頭のコンテストを席捲しました。その後は各県で、カプロン酸エチル高生成の吟醸酵母が開発され、今日の吟醸酒ブームを導きました。近年は、発泡酒用等、味や色の個性的な酵母も開発されています。
❖ 花酵母
清酒酵母は、酒母や醪から抽出するものが多いですが、「花酵母」は自然に咲く花の蜜等から分離した酵母です。土地にゆかりのある花から産官学連携で開発し、商品化しているケースが多く、広島県福山市の「バラ酵母」、神奈川県開成町の「あじさい酵母」も、その例です。
「日本酒」の仕込み・醪
❖ 仕込み
日本酒造りのクライマックスの工程が、「仕込み」です。大きなタンクに、酒母、水、麹、蒸米を入れて発酵させ、ドロドロの白い粥状の液体「醪」を造る工程のこと。「醪」を“こす” と、日本酒(清酒)が出来上がります。日本酒の仕込みは、基本的に「三段仕込み」で行われます。
・三段仕込み
三段仕込みとは、材料を一度に投入せず、大きな1つのタンクに醪を造るのに、水、麹、蒸米の材料投入を3回に分け、加える量を徐々に増やして4日かけて仕込みます。
1 日目「初添」 酒母、水、麹、蒸米を仕込む。
2 日目「踊り」 酵母を増殖させるために作業休。
3 日目「中添」 2回目の水、麹、蒸米を仕込む。
4 日目「留添」 3回目の水、麹、蒸米を仕込む。
留添の仕込温度は、吟醸酒で6~7℃、普通酒で7~10℃。
留添を1 日目として「醪」日数は始まり、20 日~1ヶ月程の期間、温度管理を徹底し、アルコール発酵を進めます。
・四段仕込み~十段仕込み
三段仕込みの後に、四段、五段と仕込みを重ね、回数を重ねる度に甘味が増します。十段仕込みの蜂蜜のように甘い日本酒も存在します。
・四段
四段仕込みとは、上記の他に、「醪」を造る三段仕込み後、+αの工程を加えた製法も指します。伝統的な例として、甘酒をつくって醪に入れる「甘酒四段」、もち米を蒸して入れる「もち米四段」等があります。
❖ 貴醸酒
「留添」の仕込み段階で、水の代わりに日本酒を用いて仕込んだ貴腐ワインのような甘味のある日本酒です。
平安時代の古文書記述の製法を元に復元されたものです。
上槽(搾る)・こす
❖ 上槽(じょうそう)とは?
出来上がった醪を絞って、酒と酒粕に分けること。
清酒発祥の地は、奈良県と伝わります。酒粕を取り除くと透明な酒となったことから「清酒」と命名されました。
酒税法では上槽(こす)して、清酒と分類されます。
自動圧搾機を使って搾る酒が多いですが、伝統的な上槽方法「槽搾り」「雫搾り」を行う酒蔵もあります。
・槽(ふね)搾り
醪を酒袋(さかぶくろ)という繊維の袋に詰め、口を閉じ、槽と呼ぶ浴槽のような箱に敷き並べ、重ね、その上から蓋するように重石を下ろして圧力をかけ、搾ります。
酒の出てくる順番に名称があります。
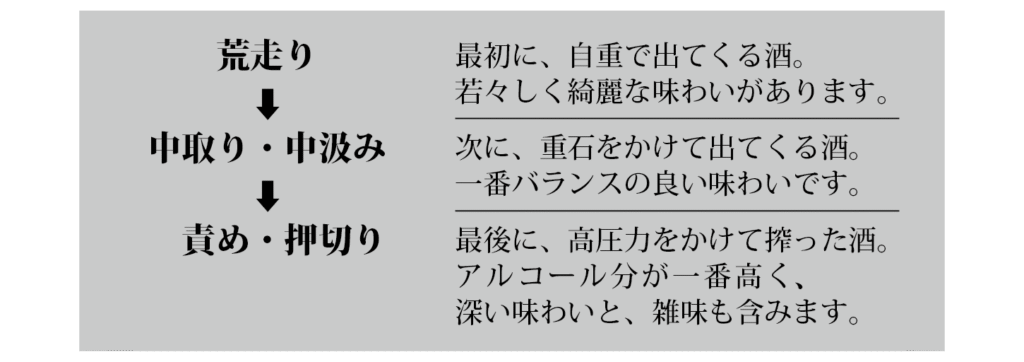
一般的には全てをブレンドしますが、吟醸酒や淡麗な酒には「責め」を含めません。
・雫(しずく)搾り
「袋搾り」とも呼ばれ、鑑評会の出品酒の主流です。
小さなタンクに棒を2本渡し、その棒に醪を入れた酒袋を吊るして醪の自重で自然落下させて搾り、18L の斗瓶に順次取り分けていきます。その中で最も優れたところが鑑評会出品酒となります。
❖ 濁り酒/どぶろく
醪を搾らず、笊で荒ごしして濁った状態の酒を「濁り酒」といい、酵母を残して瓶内発泡させたものもあります。
醪の米粒を残したまま酒粕を漉し取らない酒を「どぶろく」といいます。いずれも独特のコクがあるのが特徴です。
火入れと生酒
❖ 火入れの目的
「火入れ」とは、酒質を落とさない60~65℃程度の温度で加熱処理し、酒に残った酵素の働きを止めたり、香味を落とす「火落ち菌」と呼ばれる乳酸菌を死滅させて、酒の品質を守る方法で、室町時代から行われてきました。
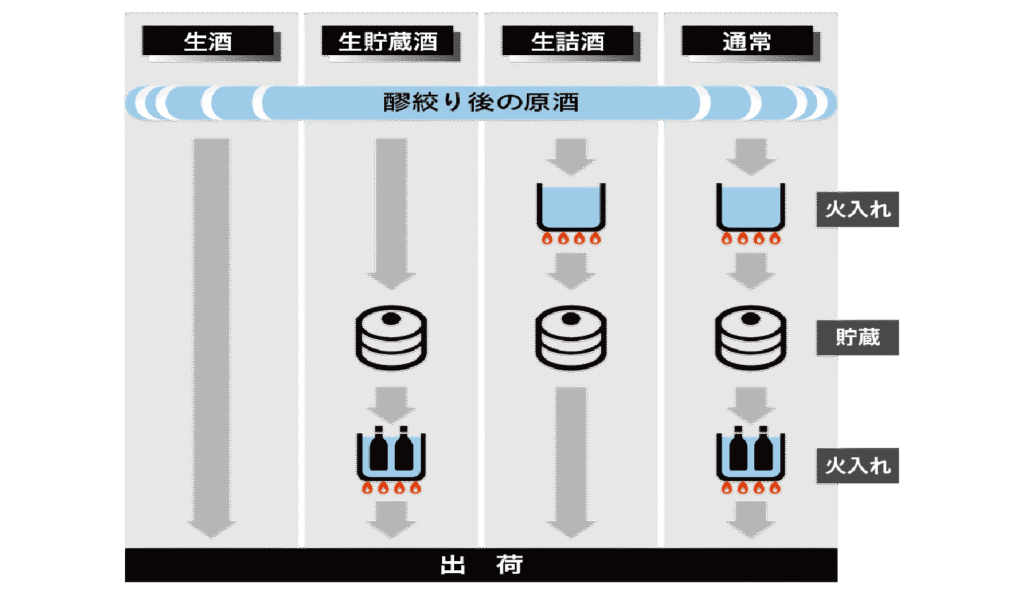
・火入酒(通常)
一般的には上槽後(貯蔵前)と瓶詰時(出荷前)の2回行います。2 回火入れしたものを「火入酒」と呼びます。
・生酒
醪を絞ってから、瓶詰めして出荷するまで一度も火入れをしていない酒です。搾りたてのフレッシュさ、華やかな香味が味わえます。
・生貯蔵酒
生酒の状態で貯蔵し、出荷前の瓶詰時に1回だけ火入れを行った酒です。生酒に近い、すっきりとした味わいと軽快で爽やかな味わいが楽しめます。
・生詰酒
上槽後に火入れを1回行って貯蔵し、そのまま瓶に詰め、火入れを行わないで出荷された酒です。生貯蔵酒と同様に爽やかさが特徴の味わいですが、生酒や生貯蔵酒より比較的酸味が落ち着いているといわれます。
出荷時期と呼称
❖ 日本酒の酒造(醸造)年度
酒造年度は「BY」と表記され、「BY」とはBreweryYearの略。7 月1 日から翌年6 月30 日までの1 年間を示す表記として使われています。これは日本酒造りの作業が秋ごろに始まり春ごろに終わることが関係しています。
出荷の時期により、呼称があります。
❖ 新酒
新しくできた酒のこと。酒造年度内に造られて出荷した日本酒は全て新酒です。
❖ ひやおろし・秋あがり
「ひやおろし」「秋あがり」とは基本的には同じ秋限定の日本酒のことをいいます。暑い夏を越えて熟成し、酒質が向上した酒のことを指します。「秋あがり」になった日本酒をそのままで「冷や=常温」「卸す=販売する」ことを「ひやおろし」と呼びます。
❖ 古酒(長期貯蔵酒)
貯蔵方法を工夫し、意図的に長い期間貯蔵して新酒の時にはなかった味わいを生み出した酒です。複雑な香りとコクやボリュームがあり味に複雑さがあります。
古酒とは新酒の対語で、前の酒造年度以前に造られた酒を呼びますが、3 年以上経過したものを「古酒」と記し、5年以上貯蔵した酒には「秘蔵酒」とつけられます。
山吹色や琥珀色に色が変化していたりします。
・お酒の色について
日本酒を長期に貯蔵していると徐々に変色し、山吹色、琥珀色といった色調に変化します。これは日本酒の中の糖分とアミノ酸が反応して起こる現象で、「メイラード反応」と呼び、熟成古酒に見られます。
「日本酒」の種類
❖ 普通酒(一般酒)
酒税法では「特定名称酒」と、それ以外の「普通酒」に分類されます。
❖ 特定名称酒
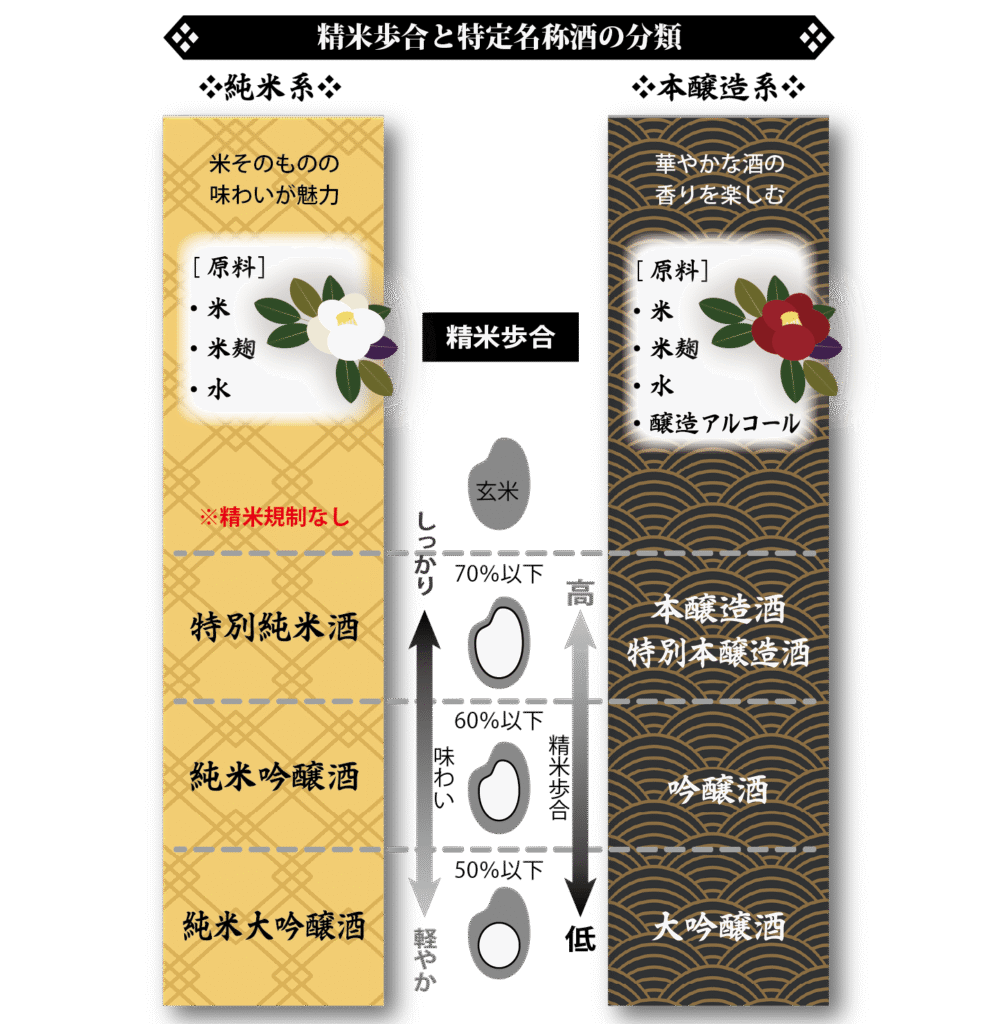
「特定名称酒」とは、酒税法で使用する原料、酒米の等級、精米歩合、麹割合、製造方法、香味等要件が規定され、その違いによって8種類に分類され、麹米の使用割合は15%以上、それぞれ精米歩合を定めています。
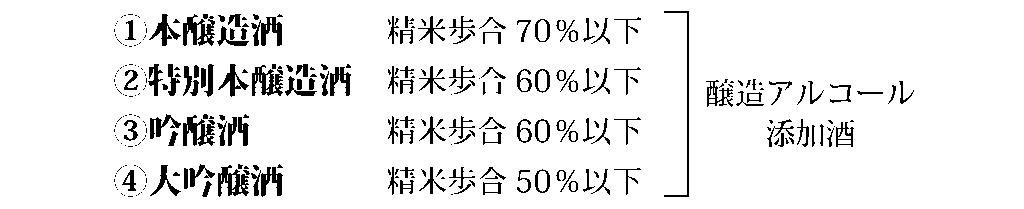
上記の4種類は、米、米麹に、醸造アルコール添加の酒。
以下の4種類は、米、米麹以外の原料使用は禁止の純米。

吟醸酒、大吟醸酒、純米吟醸酒、純米大吟醸酒の製法は、「吟醸造り」が規定となっています。
❖ 吟醸造り(ぎんじょうづくり)
「吟醸造り」とは、吟味して醸造すること。高精米の米を使用し、低温でゆっくりと発酵させることによって、特有の芳香「吟醸香」のある酒に醸造する製法のこと。
「吟醸造り」は、手間と時間と管理に神経を使います。
❖ 醸造アルコールの添加
「醸造アルコール」とは、廃糖蜜や穀物の濃縮蒸留酒。適量を添加すると醪の香り成分がアルコールに溶け、香りが立ち、すっきりした味わいになる他、香味を劣化させる火落菌(乳酸菌)の増殖を防ぐ効果があり、酸敗を防ぐ方法として、酒造が盛んになった江戸時代には「柱焼酎」という焼酎を使って行われていた伝統的な手法です。
精米歩合
❖ 精米歩合とは?
「精米歩合」とは、日本酒の原料の米を、玄米から精米して残った米の重量の割合を%で表したもの。
一般的な普通酒でも、酒米の精米歩合は70%前後です。精米歩合によって酒の色や味わいに影響があり、高精米の精米歩合の低い方が、華やかで香りの高い酒になるといわれます。玄米の表面部分にはタンパク質等が含まれ、雑味の要因になります。これを除去することが精米の目的です。精米は機械で行われ、精米の方法には「球形精米」「原形精米」「扁平精米」の3種類があります。
精米方法にも拘った酒造りを行う酒蔵もあります。
- 球形精米 一般的な精米方法。回転で米は丸く削れる。
- 原形精米 米の長さ、幅、厚みを同じ「割合」で削る。
- 扁平精米 米の表面を同じ「厚さ」で削る。等厚精米。
酒米・酒造好適米
❖ 酒造好適米とは?
酒造業界では日本酒造りに適した米を「酒造好適米」や「酒米」と呼びますが、農水省の規程では「醸造用玄米」に分類し、食用の飯米の「うるち玄米」とは区分されています。酒米は飯米に比べると粒が大きく、米の中心に「心白」と呼ばれる隙間を持ったでんぷんの結晶が集積し、白く見えるのが特徴です。
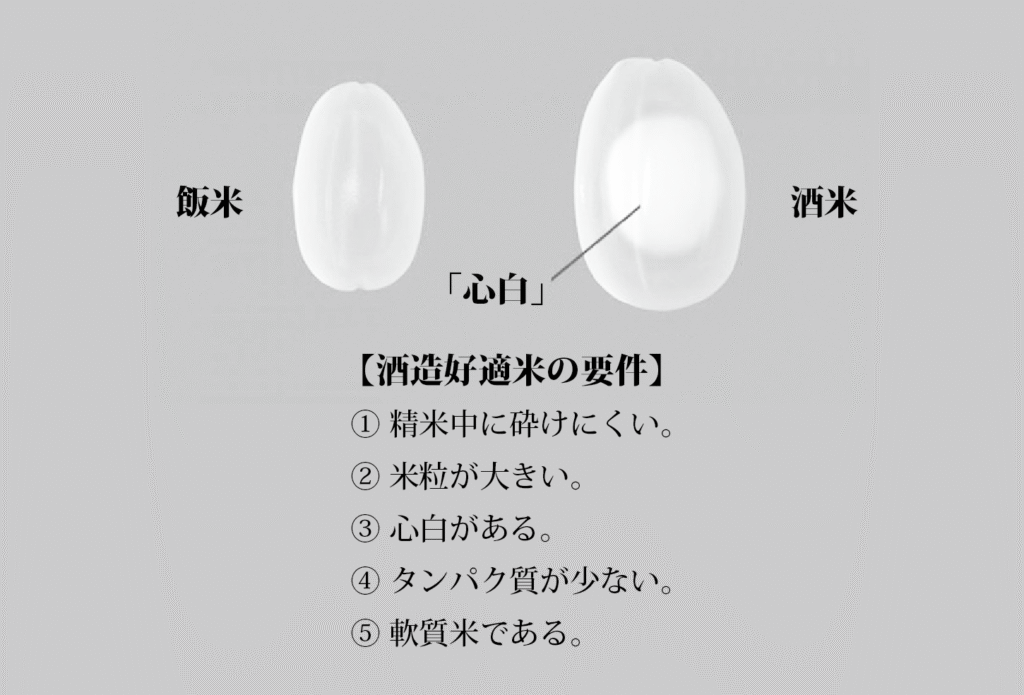
飯米の精米歩合は、白米にしても90%程度であるのに対し、酒米の精米歩合は本醸造酒でも70%、大吟醸酒に至っては50%以下。酒造好適米の特性として高精米しても砕けにくく、雑味や着色の原因となるタンパク質が少ない米が良いとされます。
農産物規格規程で「醸造用玄米」は、特上、特等、一等、二等、三等、規格外の6段階の等級に分類されており、全検査量の特上は約1%、特等は約20%、一等は約60%。
酒造好適米は、飯米より高値で取引されます。
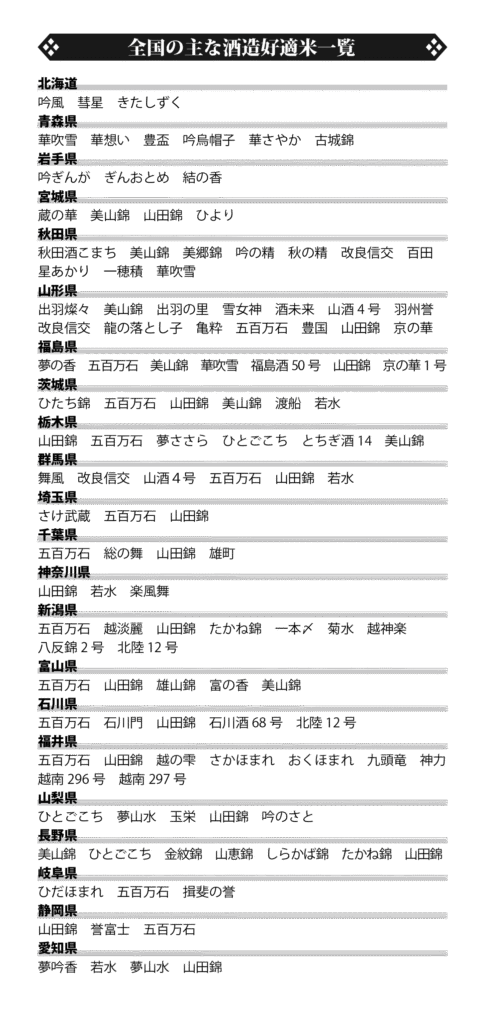
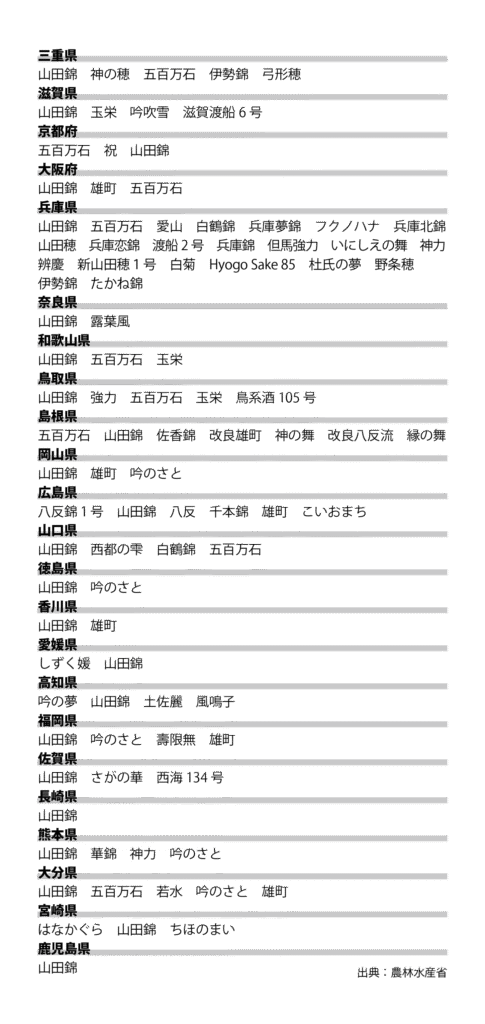
現在、兵庫県、新潟県、岡山県、長野県の酒造好適米の主要産地4県で全生産量の5割を超えていることから、酒造産地県は酒米の開発にも力を入れています。地域の米に注目して酒を選ぶのも、お奨めの楽しみ方です。
主な酒米
❖ 山田錦(やまだにしき) 主な生産地:兵庫県
生産量第1位。大粒で線状心白米で高精米に向き、良質な麹がつくりやすく、奥行きのある豊醇な味わいの酒になります。人気の品種で全国で栽培されています。
❖ 五百万石(ごひゃくまんごく) 主な生産地:新潟県
生産量第2位。米質が硬く、超高精米には不向き。大粒で心白もあり、蒸米は「外硬内軟」で麹はつくりやすく、米質が溶けにくい特徴から「淡麗辛口」の爽やかな酒質を生み出します。
❖ 美山錦(みやまにしき) 主な生産地:長野県
生産量第3位。昭和53年(1978年)に長野県農事試験場で、「たかね錦」にγ線を照射し、開発した突然変異種です。
大粒で豊満。耐寒性があるため主に東北地方で栽培され、すっきりとした淡麗な味わいの酒になります。
❖ 雄町(おまち) 主な生産地:岡山県
最も歴史がある酒米のルーツ。1859 年、岡山・雄町の篤農家、岸本甚造翁が伯耆大山参拝の帰り道に見つけて譲り受けた立派な2本の穂を育成し、純系分離を重ね、慶応2 年(1866 年)に選抜。粒は大きく、心白が良好、各地の酒造家から高く評価されました。山田錦や五百万石他、「雄町」を先祖とする酒米は数多くあります。適度な旨味と酒質にまろみがあり、「秋あがり」が良好です。
❖ 八反錦(はったんにしき) 主な生産地:広島県
広島県を代表する酒米。「八反草」をルーツとします。心白が大きく、高精米に不向きですが、すっきりとしたキレと豊かなコクがあり、バランスの良い酒になります。八反錦には、八反錦1号、八反錦2号があり、姉妹品種ですが2号は1号より穂が短く、山間部に向いた品種で、主に新潟県で栽培されています。広島県の酒米耕地面積の9割は八反錦が占めます。
日本酒度・酸度
❖ 日本酒度
「日本酒度」とは、日本酒度計という浮秤で糖分の比重を測り、日本酒の甘口、辛口の度合を± で数値にしたもの。一般的な日本酒でもワインより多めの2~4%程の糖分を含みます。日本酒度計では糖分が多いとマイナス数値、少ないとプラス数値が大きくなります。その数値から、糖分の少ないプラス数値が辛口。マイナス数値を甘口と判断します。しかし、数値は同じでもアルコール度数が高いと甘味を感じ、低いと辛口に感じたりします。
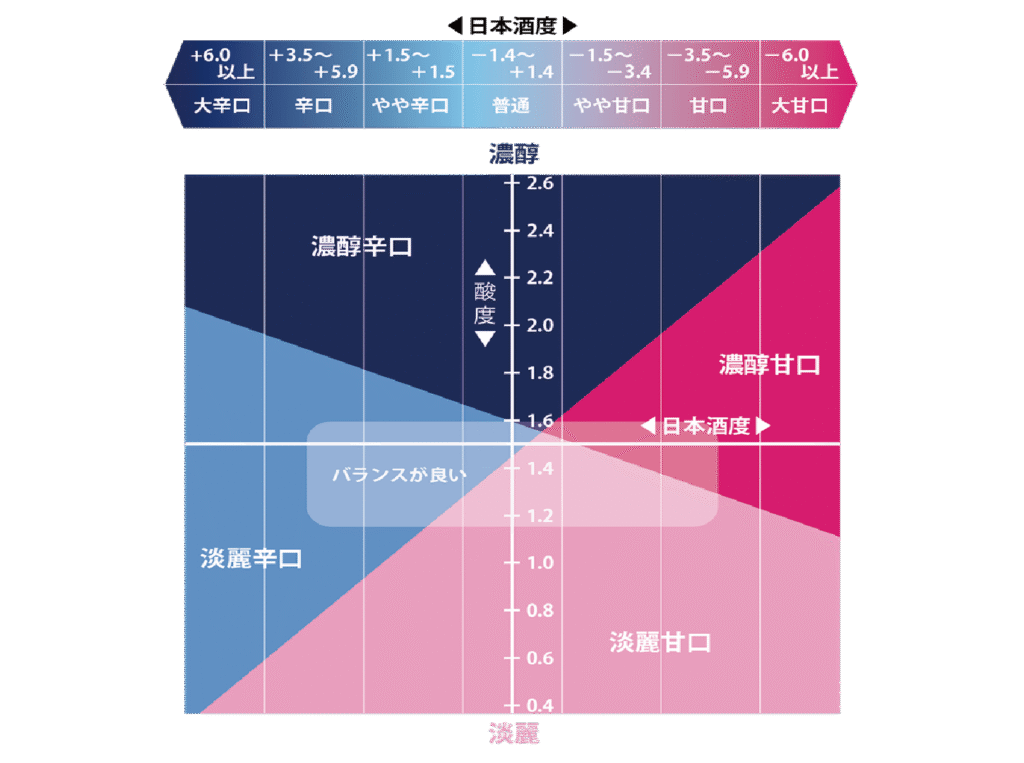
❖ 酸度
「酸度」とは、日本酒に含まれる乳酸、コハク酸、リンゴ酸、クエン酸等の有機酸の量を表した数値。酸度も甘口辛口の感じ方に影響を与えます。酸度が高いと甘味を相殺し、辛口に感じます。一般的に、酸度が1.0 以下の低い場合は軽快で淡麗に感じ、1.5 を越えてくると甘味を打ち消し、しっかりした余韻とフレッシュさを感じるとされます。
乳酸はふくよかな味わい、コハク酸は旨みや苦みのコク、リンゴ酸やクエン酸は爽やかさ感じ、それらのバランスで味わいが異なってきます。「日本酒度」だけでは甘辛感を決定付けられない日本酒の奥深さでもあります。
「日本酒」の温度と楽しみ方
❖ 酒の温度と呼び方
日本酒には、温度帯によって呼称がついています。
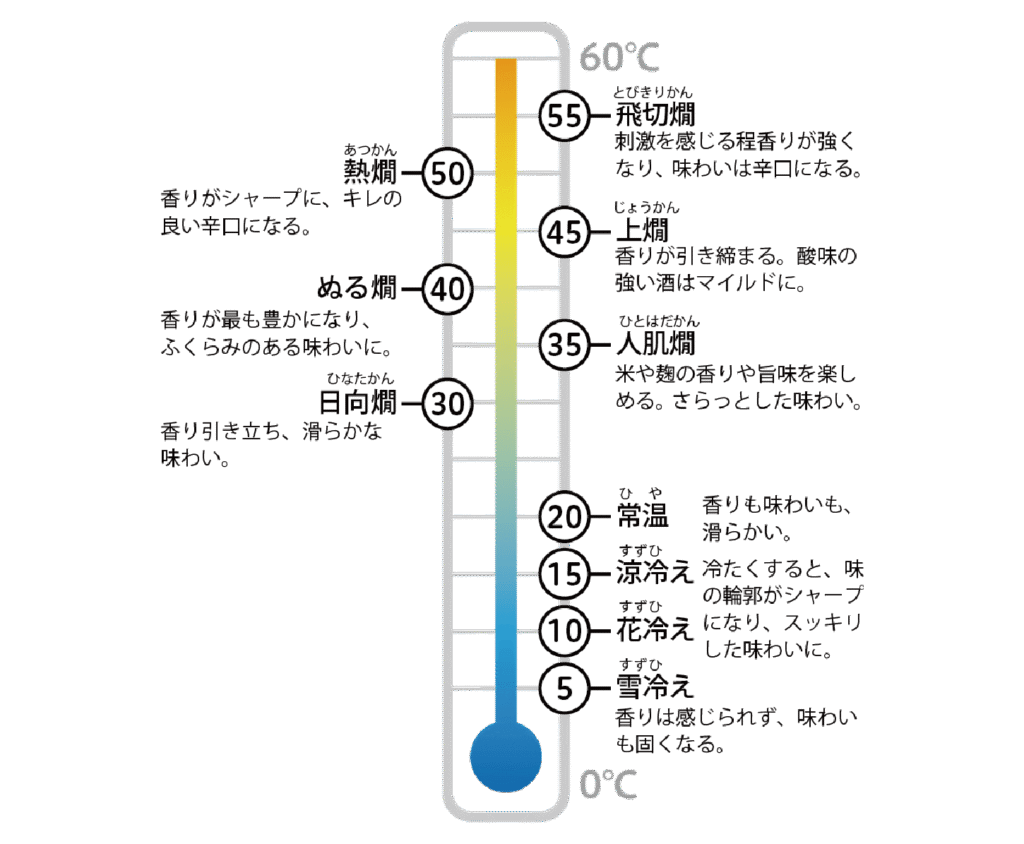
・冷酒(れいしゅ)
酒を冷やすことによって甘味を感じる舌の感覚が下り、リンゴ酸等の酸味をよりフレッシュに感じるため、生酒や大吟醸酒、吟醸酒は冷酒が向きます。吟醸酒タイプでは8 ~ 12℃、生酒では6 ~ 8℃が適温です。
・冷や/常温(ひや)
季節によっても、屋外屋内、部屋の環境によっても温度は違うので、常温といっても芳香バランスが崩れ始める22℃を超えない18℃前後が良いとされています。
普通酒、本醸造酒、純米酒は、15 ~ 18℃程度。
生酛系純米酒、熟成古酒は、少し高めの18 ~ 20℃。
・燗(かん)
温度が高くなれば甘み度合いは増しますが、42 ~ 45℃から甘味は下がり始め、苦味が強くなり始めます。
そのため、旨味や苦味、酸味とのバランスが良いのは、45℃前後といわれています。
「日本酒」のラベルの見方
❖「 日本酒」のラベル
「日本酒のラベル」には、原材料名、品目、アルコール度数、製造時期、醸造所の名称と所在地、飲用上の注意、特定名称酒は精米歩合を必ず表記しなくてはなりません。
輸入品の場合は、原産国名、外国産清酒を一部使用した場合は、その原産国と割合が表示義務となっています。
任意の記載事項としては、原材料米の品種名、清酒の産地名、貯蔵年数、原酒、生酒、品質、受賞の記述等、要件に該当する場合は表記できます。
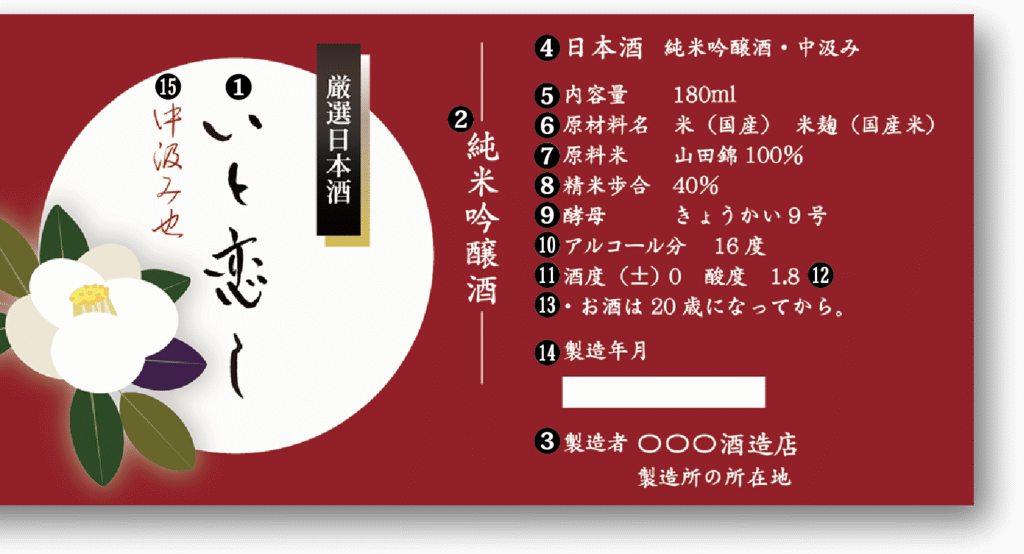
- 商品銘柄
- 特定名称
- 製造者名・所在地
- 品目
- 内容量
- 原材料名
- 原材料米の品種
- 精米歩合
- 清酒酵母の種類
- アルコール度数
- 酒度
- 酸度
- 注意事項
- 製造時期
- 特記事項(酛の製法、搾り方法、搾り部位等)
その他、酵母の種類、酒度、酸度、酛の製法や上槽方法等、その酒の特徴を独自に、ラベルに記載しています。
この「日本酒豆辞典」の解説と、日本酒のラベルに記載された情報を照らし、その日本酒の特徴を知って、より一層深く日本酒を楽しんでいただけたらと思います。
健康的な「日本酒」飲酒量
❖ 飲み過ぎには注意しましょう
飲酒には健康リスクが伴います。過量飲酒を続ければ、多くの病気を発生するでしょう。一方で、少量の適度な飲酒者は、非飲酒者に比べて死亡リスクが低くなるという研究結果も出ています。
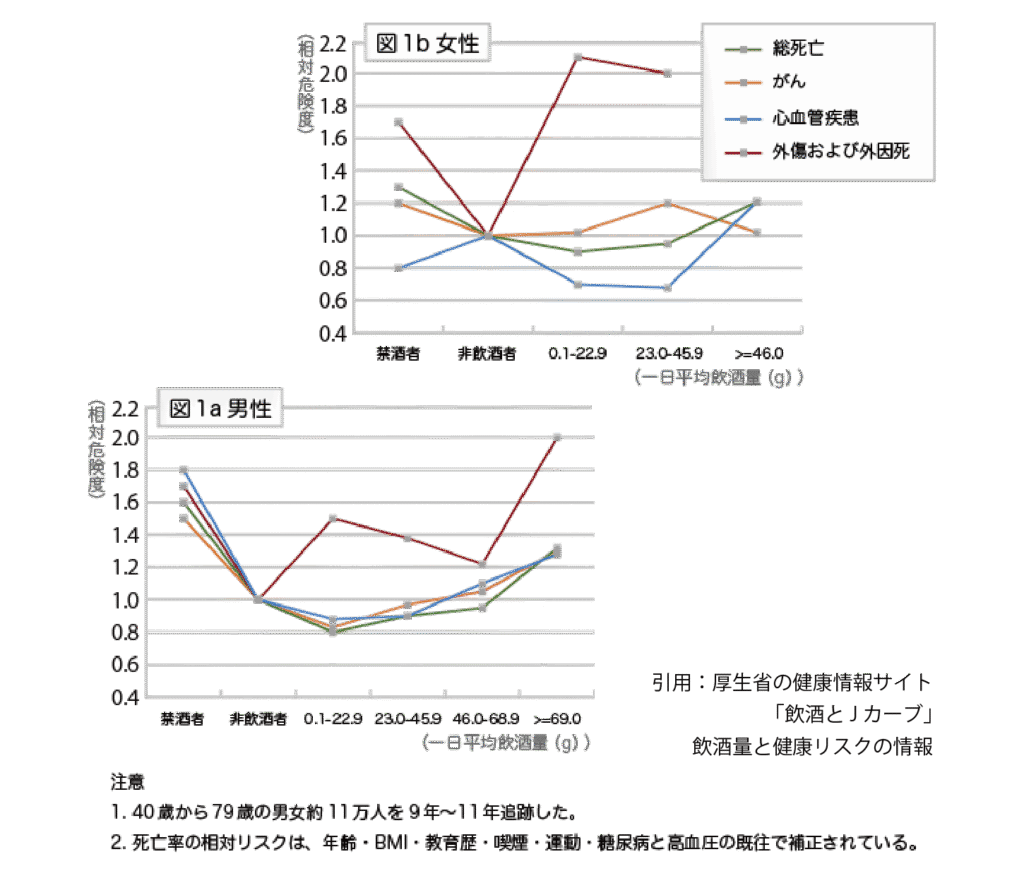
死亡リスクが最も低いのは、男女とも1 日平均23g 未満。日本酒にして1合弱の摂取量となります。
『健康日本21』における適度な飲酒量は純アルコールで1 日平均20g 程度とされており、「いと恋し」はその適度な飲酒量の1合サイズ。健康で長生きを目指し、2人で一緒に楽しむのに、丁度良いサイズにしています。
❖ お酒は20 歳を過ぎてから
20 歳未満の未成年者の飲酒は法律で禁止されています。10 代の未成年者は、成人よりもアルコール分解が遅く、成人と同量飲酒の場合、未成年者の血中濃度は高くなり、急性アルコール中毒や臓器への悪影響を引き起こしやすく、脳や骨の健全な成長の妨げになると示唆されています。